Performance Polymers — The Only Indian Manufacturer Delivering Liquid RTV-2 Part Silicone at
Scale
100% Made in India
MoldSil™ — Trusted Silicone Brand
Industry-Leading RTV-2 Silicone Solutions
Tin Cure Silicone Solutions
Platinum Cure Silicone Solutions
High-Performance Silicone Additives
Precision Mold Making Materials
Consistent Quality & Reliable Supply
Engineered for Industrial Applications
MoldSil™ — A Trademark of Performance Polymers
Advanced Silicone Technology from India
Designed for Accuracy, Strength & Durability
Supporting Mold Makers & Industries Worldwide
Trusted by Professionals Across Industries
High Precision RTV-2 Silicone Systems
Built for Performance & Long-Term Stability
Innovation in Every Batch
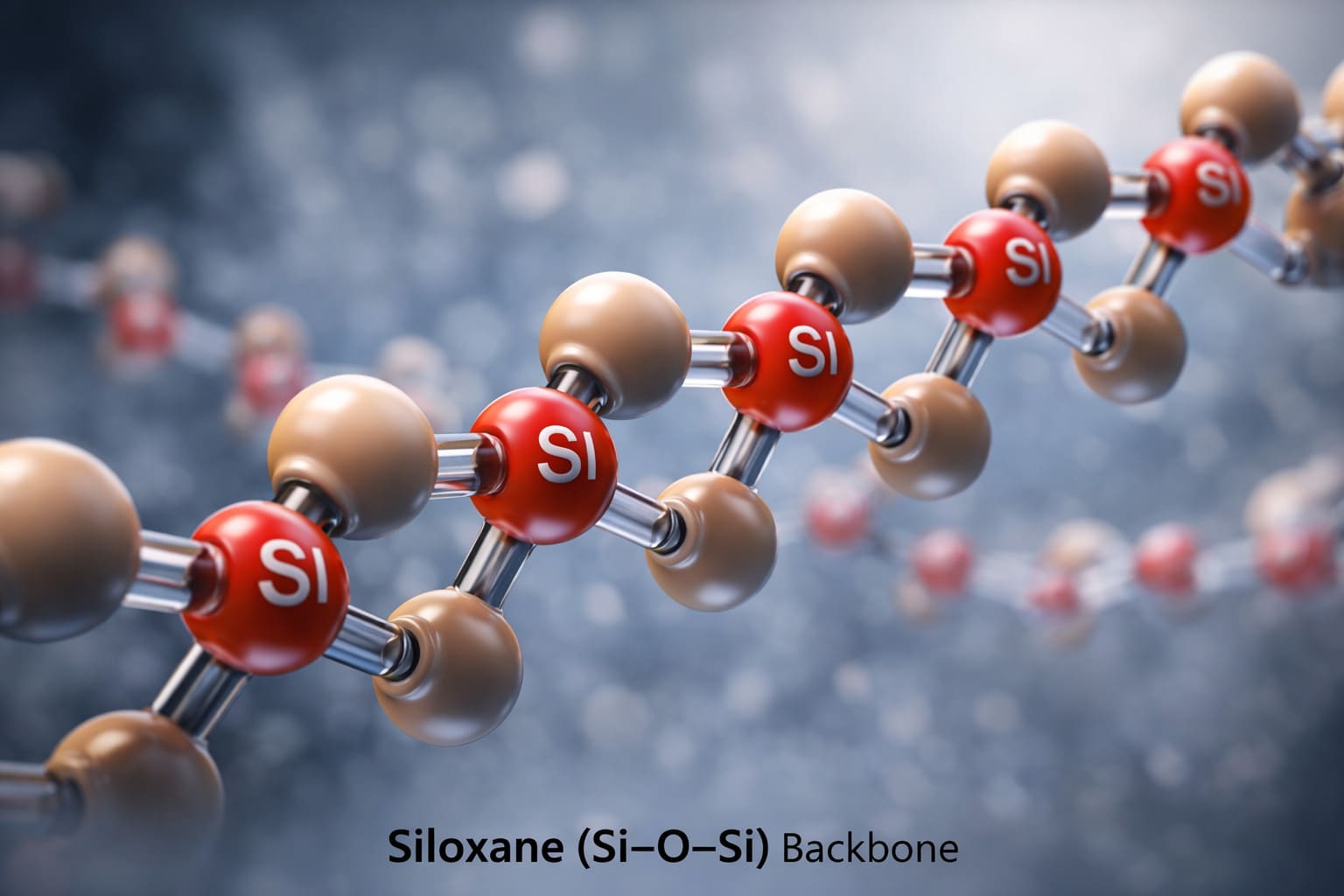
About Silicone
Silicone is a high-performance synthetic polymer built on a unique siloxane (Si–O–Si) backbone, which provides exceptional flexibility and stability compared to traditional organic materials.
Unlike conventional polymers, silicone combines the advantages of both inorganic and organic materials, allowing it to perform reliably in extreme temperatures, harsh environments, and demanding industrial applications.
From soft gels to rigid resins, silicone can be engineered into multiple forms depending on application requirements.
Why Silicone?
Silicone materials are widely preferred across industries due to their unmatched durability, safety, and versatility.
Wide temperature resistance (-100°C to +250°C)
Excellent UV, ozone & weather resistance
Non-toxic and biocompatible
Superior electrical insulation
Waterproof and moisture resistant

Long service life with minimal degradation
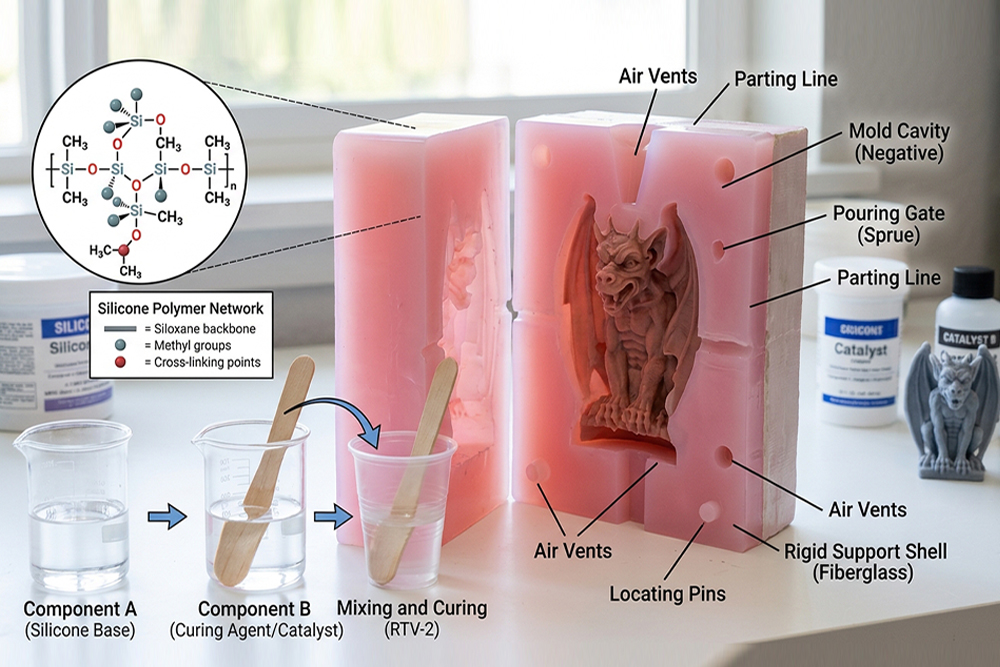
Composition & Structure
The backbone of silicone consists of alternating silicon and oxygen atoms, creating a highly flexible molecular structure. Organic groups such as methyl, vinyl, or phenyl are attached to silicon atoms, allowing customization of physical and chemical properties.
This unique structure enables silicone to maintain elasticity, resist heat, and remain stable under environmental stress, making it ideal for advanced engineering applications.
Types of Silicone Materials

Silicone Fluids
Used in lubricants, hydraulic fluids & coatings
Silicone Elastomers
Flexible rubber materials for seals & gaskets
Silicone Resins
High-temperature coatings & insulation
Silicone Greases
Used in high-performance lubrication
Silicone Coatings
Protective industrial and construction coatings
Industrial Applications
Silicone plays a critical role across multiple industries:

Automotive
- Gaskets
- Seals
- Hoses
Electronics
- Insulation
- encapsulation
- coatings

Medical
- Implants
- tubing
- healthcare devices

Construction
- Sealants
- adhesives
- waterproofing

Consumer Products
- Cookware
- footwear
- textiles

Key Advantages
Silicone stands out as one of the most reliable materials for modern engineering due to its ability to maintain performance in demanding environments.
- Ideal for extreme conditions
- Long-lasting performance
- Customizable for diverse applications
- Safe for medical & food-grade usage

